我们精心制作的螺旋管来图定制产品视频已经准备就绪,【解锁新品!】螺旋管来图定制产品视频,带你穿越新品体验之旅!
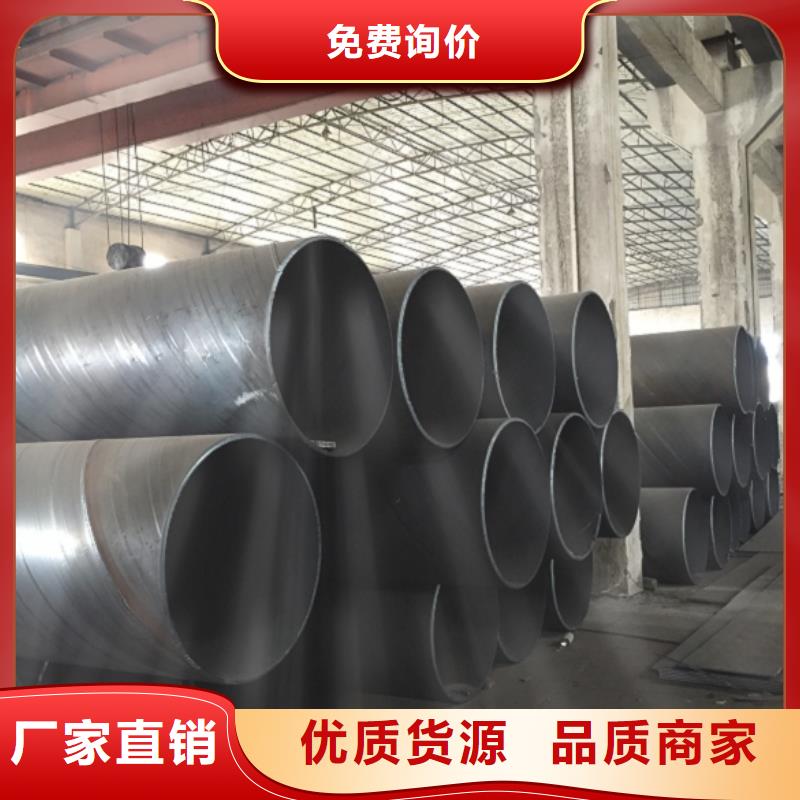
以下是:贵阳花溪螺旋管来图定制的图文介绍
聚力群达金属材料(贵阳市花溪区分公司)本着“诚实做人,踏实经营”的企业经营宗旨,坚持“以人为本,顾客至上”的企业经营理念,提倡“诚信、团结、敬业、奋斗”的企业精神文化,努力不懈地为广大群众提供优质的 钢梁工字钢产品与真诚、专业的服务,深受广大消费者的青睐。



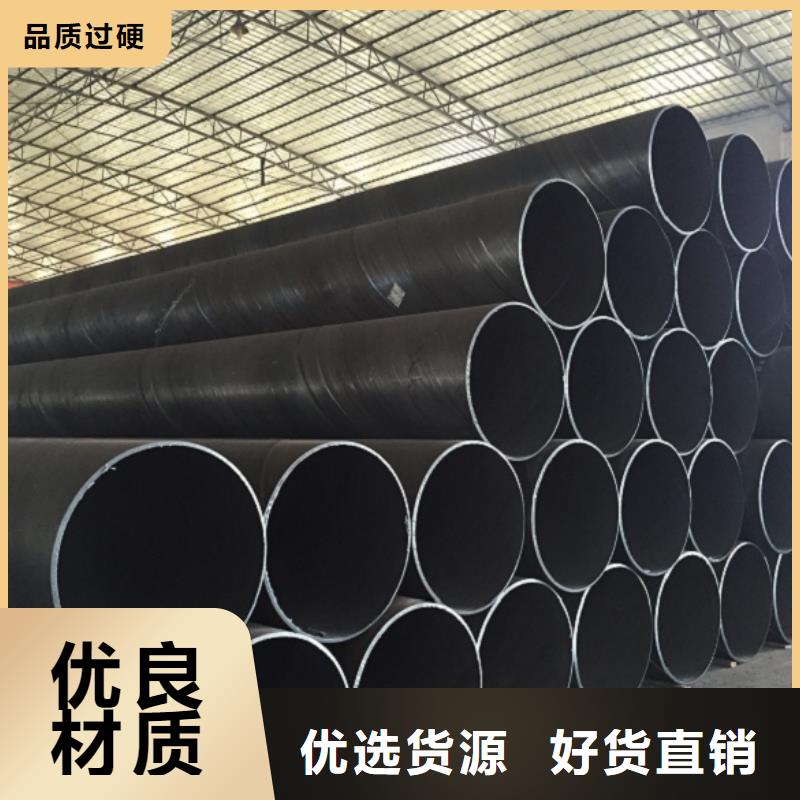
螺旋钢管的主要技术特点:
在成型过程中,钢板均匀变形,残余应力小,表面无划痕。 加工后的螺旋钢管在直径和壁厚的尺寸范围内具有更大的灵活性,特别是在生产高品质厚壁管,特别是中小直径厚壁管时,具有比其他工艺更具优势并且可以 满足用户。 对螺旋管的规格有更多要求。
采用先进的双面埋弧焊技术,可在较好位置进行焊接,不易出现错边,焊缝偏斜,熔深不完全等缺陷,易于控制焊接质量。
钢管100%质量检验,使钢管生产全过程得取得有效检验和监控,有效保证了产品质量。
整个生产线的所有设备都具有与计算机数据采集系统联网的功能,以实现实时数据传输,并从中件控制室实现生产过程的技术参数。



螺旋管表面清洗会不会生锈
有些铁就会生锈,那么螺旋钢管会生锈吗?螺旋钢管在风吹雨淋的状态下会不会生锈呢?螺旋钢管有着外表光洁亮丽、贵阳花溪当地易清洁、贵阳花溪同城耐腐蚀等功能很强大,所以应用的范围液是用在建筑装饰行业比较多的。
使用过螺旋钢管的人都知道螺旋钢管不是不会生锈,而是不易生锈。
螺旋钢管会不会生锈,取决于它的使用环境是不是有腐蚀性。
假如你所在的环境空气中污染物比较多,下雨时会随同雨水直接冲刷不锈钢制品外表,铢积寸累一定会形成管材生锈;若雨水不含有腐蚀性物质,螺旋钢管即便被雨淋也不会生锈。


螺旋管是以螺旋钢卷为原料制成的螺旋焊缝钢管,其经常被加热和挤压,并通过自动双丝双面埋弧焊工艺进行焊接。 螺旋钢管将带钢送入焊接管单元。 在经过多辊轧制后,将带材逐渐卷成具有开口间隙的圆形管坯。 调整压辊的缩径以将焊接间隙控制在1?3mm,并使焊点的末端平齐。
焊接加工
1.如果间隙太大,则邻近效应会降低,涡流热会不足,焊缝晶间接头会变质且未熔合或破裂。
2.如果间隙太小,则邻近效应会增加,焊接热会太大,焊缝会烧焦; 否则将压制和轧制焊缝以形成深坑,这会影响焊缝的表面质量。








 扫一扫
扫一扫